

-
- 公司:
- 成都鑫睿能机电设备有限公司
-
- 联系:
- 王经理
-
- 手机:
-
13980892502
-
- 地址:
- 成都



成都线束线制造,让每一位客户满意
2024-05-16 12:00:01 778次浏览
价 格:面议
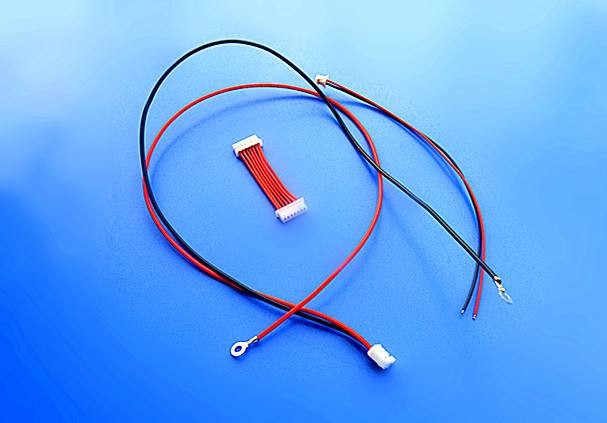
汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也要保证连接电路的可靠性,向电子电气部件供应规定的电流值,防止对周围电路的电磁干扰,并要排除电器短路。 汽车线束因其应用的行业,所以对线束材料的要求十分严格, 包括其电气性能、材料散发性、耐温性等等,都比一般的线束要求要高,特别是涉及到方面的:如方向控制系统、刹车这些重要组件的线束,要求更为严格。
提供各种 底盘汽车线束、汽车空调线束、传感器线束、全车线束、汽车音响线束、新能源汽车线束等。 汽车线束是汽车内部电路的连接主体,如果说将汽车比作人,那么线束就是神经和血管了,是汽车组成的基本部分。 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电流信号,也要保证连接电路的可靠性,向电子电气部件供应规定的电流值,防止对周围电路的电磁干扰,并要排除电器短路。 汽车线束因其应用的行业,所以对线束材料的要求十分严格, 包括其电气性能、材料散发性、耐温性等等,都比一般的线束要求要高,特别是涉及到方面的:如方向控制系统、刹车这些重要组件的线束,要求更为严格。
ISO/TS 16949认证适用范围 ISO/TS 16949是国际汽车推动小组根据ISO9001对汽车产业供应商所草拟的特定质量系统要求,基于ISO9001的基础,加进了汽车行业的技术规范。ISO/TS16949适用性和针对性非常明确:只适用于汽车整车厂和其直接的零配件制造商。这些厂家必须是直接与生产汽车有关的,能开展加工制造活动,并通过这种活动使产品能够增值。而对应需要此认证的汽车线束生产厂资质要求有严格的标准。 ISO/TS 16949认对受审核方的要求 ISO/TS16949:2002认证注册,可适用于整个汽车供应链。这些厂家必须是直接与生产汽车有关的,有加工制造能力,并通过这种能力的实现使产品能够增值。 要求获得ISO/TS16949:2002认证注册的公司,必须具备有至少12个月的生产和质 量管理记录,包括内部评审和管理层评审的完整记录。如果是新设立的加工场所,没有12个月的记录,也可进行评审。经审核符合质量系统规范要求的,认证公司可签发一封符合规范要求的信件,在具备了12个月的记录之后,再进行认证审核注册。 对于已经认证颁发过证书的机构,要是没能保持质量体系的正常运转和产品质量的一致性,将会有被吊销证书的风险。
汽车线束装配注意点 接插件和护套的选择:一般底盘线束都是采用阻燃和机械性能比较好的波纹护套,而驾驶室线束都是采用耐寒、耐热绝缘塑料胶带包扎。根据汽车线束的工作环境来装配生产。 分段生产:为了后续装配和维修便利,汽车线束制造厂一般进行分段制造,通过连接器把多段线束连接在一起,在汽车应用中,线束的分段越少越好,可以避免连接器过多从而产生压降,从而造成接触不良。同时分段生产能及时发现接触不良、绝缘不良及装配错误等不良品。 线束接触不良判断:多半原因是出在接插件中。当故障出现时,电气设备不能正常工作。可以通过接通该电气设备电源,通过检测测试工具排除接插件故障。 汽车线束组装时不要把线束拉的太紧(尤其是横向布置线束),避免车辆颠簸时线束固定点位置松动,从而导致两个固定点之间距离突然加大造成线束内部接点接触不良、导线参数变化甚至拉断导线。 不布置型号和颜色均相同的插接件,避免组装过程中出现误插导致不良品。线束组装后,需要留足够的间隙,保证不被其他部件压倒或绊倒。避免线束绝缘层被夹断、磨损或破裂等引起接地故障。
-
 目前中国新能源汽车销量相对于其他国家还是遥遥,成为全球大新能源汽车市场,新能源汽车的火爆,给新能源汽车线束行业带了新的机遇和挑战。 新能源汽车线束分类 充电桩线束 电池线束 新能源汽车线束核心技术 新能源汽车线束生产和传统汽车整车线束生产要21-12-13 17:03:01
目前中国新能源汽车销量相对于其他国家还是遥遥,成为全球大新能源汽车市场,新能源汽车的火爆,给新能源汽车线束行业带了新的机遇和挑战。 新能源汽车线束分类 充电桩线束 电池线束 新能源汽车线束核心技术 新能源汽车线束生产和传统汽车整车线束生产要21-12-13 17:03:01 -
 今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01
今日介绍一下AWG32 36 40同轴线、电子线、铁氟龙线的特殊使用。1.极细同轴线 AWG36(非50欧姆)这种线通常作为电源线,因为其芯线较粗,能承受较大的电流(0.7A),由于只是作为电源,因此不需要考虑匹配阻抗,而且50欧姆线径太粗21-11-29 10:48:01 -
 作为汽车主要零部件之一的汽车线束,在生产之前必需是要确认汽车电路图,专业汽车线束加工厂认为在了解汽车电路图线束颜色之前先了解汽车电路图原理。 汽车电路图原理 各国各地甚至各汽车线束加工厂的汽车电路图绘制方法、符号标注和文字标注等都各有不同,21-12-13 17:54:01
作为汽车主要零部件之一的汽车线束,在生产之前必需是要确认汽车电路图,专业汽车线束加工厂认为在了解汽车电路图线束颜色之前先了解汽车电路图原理。 汽车电路图原理 各国各地甚至各汽车线束加工厂的汽车电路图绘制方法、符号标注和文字标注等都各有不同,21-12-13 17:54:01 -
 涂装流水线的组成涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。 1、前处理设备 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水21-11-27 13:24:01
涂装流水线的组成涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。 1、前处理设备 喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水21-11-27 13:24:01 -
 1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 14:52:01
1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 14:52:01 -
 流水线安装时工作地的排列要符合工艺路线,当工序具有两个以上工作地时,要考虑同 一工序工作地的排列方法。一般当有两个或两个以上偶数个同类工作地时,要考虑采用 双列布置,将它们分列在运输路线的两例。但当一个工人看管多台设备时,要考虑使工 人移21-11-27 12:18:01
流水线安装时工作地的排列要符合工艺路线,当工序具有两个以上工作地时,要考虑同 一工序工作地的排列方法。一般当有两个或两个以上偶数个同类工作地时,要考虑采用 双列布置,将它们分列在运输路线的两例。但当一个工人看管多台设备时,要考虑使工 人移21-11-27 12:18:01 -
 流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇、电灯、插座、工艺看板、置物台、24V电源、风批等,因此广受企业欢迎。流水线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、23-11-15 15:15:01
流水线可扩展性高,可按需求设计输送量,输送速度,装配工位,辅助部件(包括快速接头、风扇、电灯、插座、工艺看板、置物台、24V电源、风批等,因此广受企业欢迎。流水线是人和机器的有效组合,充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、23-11-15 15:15:01 -
 流水线有那些结构优点和特点1.流水过程由多个相关的子过程组成,这些子过程称为流水线的“级”或“段”。段的数目称为流水线的“深度”。 2.每个子过程由专用的功能段实现,我们公司主要经营流水线设备等,各功能段的时间应基本相等,通常为1个时21-11-27 15:15:01
流水线有那些结构优点和特点1.流水过程由多个相关的子过程组成,这些子过程称为流水线的“级”或“段”。段的数目称为流水线的“深度”。 2.每个子过程由专用的功能段实现,我们公司主要经营流水线设备等,各功能段的时间应基本相等,通常为1个时21-11-27 15:15:01 -
 控制系统有"预停"控制机能,自动生产线在正常工作情况下需要停车时,能在完成一个工作循环、各机床的有关运动部件都回到原始位置后才停车.自动生产线的其他辅助设备是根据工艺需要和自动化程度设置的,如有清洗机工件自动检验装置、自动换刀装置、自动捧屑21-12-01 16:09:01
控制系统有"预停"控制机能,自动生产线在正常工作情况下需要停车时,能在完成一个工作循环、各机床的有关运动部件都回到原始位置后才停车.自动生产线的其他辅助设备是根据工艺需要和自动化程度设置的,如有清洗机工件自动检验装置、自动换刀装置、自动捧屑21-12-01 16:09:01 -
 流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 16:36:02
流水线,又称装配线,工业上的一种生产方式,指每一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量。按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件、承23-11-04 16:36:02 -
 3.观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率=投入cycle时间/实际cycle时间=站的作业时间/后一站的作业时23-11-04 09:39:01
3.观察流水线后一站收板子的cycle时间, 也就是实际产出的cycle时间, 这站的cycle时间必相等于瓶颈站。从这站可推算出这条流水线线的效率如何, 公式如下:效率=投入cycle时间/实际cycle时间=站的作业时间/后一站的作业时23-11-04 09:39:01 -
 生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-11-27 11:18:02
生产装配流水线采用DQ912铝合金型材作导轨,以三倍速链条为传输介质,电动、气动控制相结合,整体运行处于相对自由节拍状态,广泛应用于水泵、电视机、显示器、仪器仪表、空调、燃气灶具、汽车摩托车配件、碎纸机等产品的生产装配、调试及检测作业。同时21-11-27 11:18:02 -
 4.稼动率的观察稼动率 = 在作业的时间 / 整日的上班时间所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以23-11-04 15:30:01
4.稼动率的观察稼动率 = 在作业的时间 / 整日的上班时间所谓稼动就是流水线上有效的工作, 作业者坐在位子上并不表示他有在工作, 有在工作才能做出产品来, 所以要观察作业者在作业的时间。但在实际上, 不可能全天对每个作业者进行测量, 所以23-11-04 15:30:01 -
 流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 14:27:01
流水线的特征1.工作地专业化程度高。2.工艺过程是封闭的,工作地按工艺顺序排列,劳动对象在工序间做单向移动3.每道工序的加工时间同各道工序的工作地数量比例相一致。4.每道工序都按统一的节拍进行生产。所谓节拍是指相邻两件制品的出产时间间隔。323-11-04 14:27:01 -
 2.观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成23-11-04 16:03:01
2.观察流水线上哪一站是瓶颈站:(1)永远忙个不停的站;(2)老是将板子往后拉的站;(3)从该站开始, 原本一片接着一片的板子, 中间出现了间隔。上面三点是目视就可察觉的, 再来就是用秒表量, 作业时间是所有站中长的。瓶颈站的作业时间就变成23-11-04 16:03:01 -
 流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流23-11-04 22:30:01
流水线的形式1.按生产对象是否移动,可分为固定流水生产线和移动流水生产线。2.按生产品种数量的多少,可分为单一品种流水生产线和多品种流水生产线。3.按生产连续程度,可分为连续流水生产线和间断流水生产线。4.按实现节奏的方式,可分为强制节拍流23-11-04 22:30:01 -
 1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 15:40:01
1、方向固定,有的可以调整方向。 2、输送流水线,每组由辊筒组成,每一个单元都可独立使用,也可多个单元联接使用,安装方便; 3、输送流水线,一个单元最长与最短状态之比可达到3倍; 4、设备性能有保障,能适应任何恶劣的场所(高温、粉尘)工作,19-07-09 15:40:01 -
 流水线又称为装配线,一种工业上的生产方式,指每个一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件14-10-11 16:42:51
流水线又称为装配线,一种工业上的生产方式,指每个一个生产单位只专注处理某一个片段的工作,以提高工作效率及产量;按照流水线的输送方式大体可以分为:皮带流水装配线、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七类流水线。一般包括牵引件14-10-11 16:42:51 -
 流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两23-11-04 09:27:01
流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两23-11-04 09:27:01 -
 成都流水线,实力雄厚 面议流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两14-08-06 09:50:35
成都流水线,实力雄厚 面议流水线作业不过不是快就是好, 其动作必须是有附加价值的, 所以还要看其动作是否简单扼要, 所以要求动作经济原则的观念, 简单地说, 人类手部的动作可分为移动、握取、放开、前置、组立、使用、分解, 还有一种心理的精神作用, 其中严格来说只有两14-08-06 09:50:35
被浏览过 4246689 次 版权所有:成都鑫睿能机电设备有限公司(ID:11153128) 技术支持:强帆
第10年
